基于單片機PLC遠程控制器的設計

引言
本文引用地址:http://www.czjhyjcfj.com/article/142453.htm可編程控制器簡稱PLC,具有可靠性高、抗干擾能力強、功能完善等諸多優點,因此廣泛應用于機械制造、汽車、交通運輸、化工、電力等各個行業。也在自動焊機中得到了廣泛的應用,但PLC的面板操作功能限制了其使用,尋求更好的控制焊機工作的控制器迫在眉睫。該手持操作器的設計是基于單片機的,可使PLC在自動焊機中的應用更加靈活方便,實現了與OMRON公司型號為CP1H的PLC進行遠距離通信,能將自動焊機的工作狀態讀取到相應的存儲單元中,實現對自動焊機的遠距離控制和工作狀態的顯示,操作焊接過程更加安全方便,能使操作人員遠離金屬蒸汽和粉塵、弧光輻射、高頻電磁場、噪聲和射線等危害,具有良好的應用價值和前景。
PLC配置過程
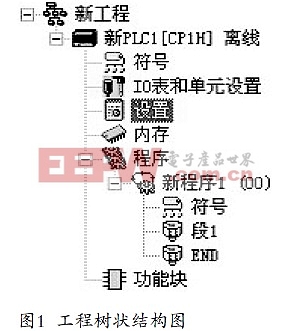
用電腦對PLC進行配置使用USB通信。將PLC和電腦相連,打開CX-Programmer軟件,新建一個PLC,命名為“新PLC1”,選擇設備類型為CP1H,網絡類型選擇USB,點擊確定,新建完成。新建PLC完成后,軟件的左邊出現了如圖1所示的樹狀結構。
雙擊新工程中的樹狀結構中的“設置”項,設定界面中默認選中的選項卡為“啟動”,將“啟動”選項卡中的模式選擇為“監視”,在“監視”模式下,可以對PLC進行修改的數據單元更多。單片機和PLC之間通過串口進行通信,所以還要對PLC串口進行設置。系統使用串口1,只需對串口1進行設置。在設定界面中,選擇“串口1”選項卡,在通信設置一欄中選擇定制,設置波特率為9600,格式為8,1,N,表示數據傳輸格式是8個數據位,一個停止位,無奇偶校驗位。“模式”一欄選擇“HostLink”(主連接)模式。
將以上參數正確設定好之后,關閉PLC設定界面窗口。進行電腦與PLC的在線連接。在線連接完成后,就可將設定好的參數發送到PLC。點擊菜單欄中的“PLC”,將鼠標放在“發送”命令上,單擊彈出的子菜單中的“到PLC...”命令,這時會出現一個有進度條的下載界面,等到進度結束,設置好的參數就成功傳送到了PLC中。將單片機的串口通信設置成與PLC串口1相同的格式和波特率,并保證單片機向PLC寫入了正確的通信幀格式,就可以實現單片機和PLC的通信。








評論