基于線陣CCD掃描的測量技術(shù)

0 引言
在基于機(jī)器視覺的零件二維尺寸測量通常采用面陣CCD相機(jī)作為圖像采集設(shè)備,由于面陣CCD相機(jī)的像素分辨率較低。使得在測量精度要求較高的場合很難完成測量任務(wù)。線陣CCD器件具有空間分辨率高的特點(diǎn),可以實(shí)現(xiàn)高精度測量。近年來,利用線陣CCD進(jìn)行無接觸一維測量已經(jīng)得到廣泛應(yīng)用。本文提出采用線陣CCD相機(jī)對零件進(jìn)行平行掃描采集零件圖像,實(shí)現(xiàn)零件二維尺寸的高精度測量。
1 線陣CCD掃描測量原理
線陣CCD掃描測量系統(tǒng)主要由線陣CCD相機(jī)、運(yùn)動(dòng)工作臺、控制電路及線光源等組成,掃描測量原理如圖1所示。
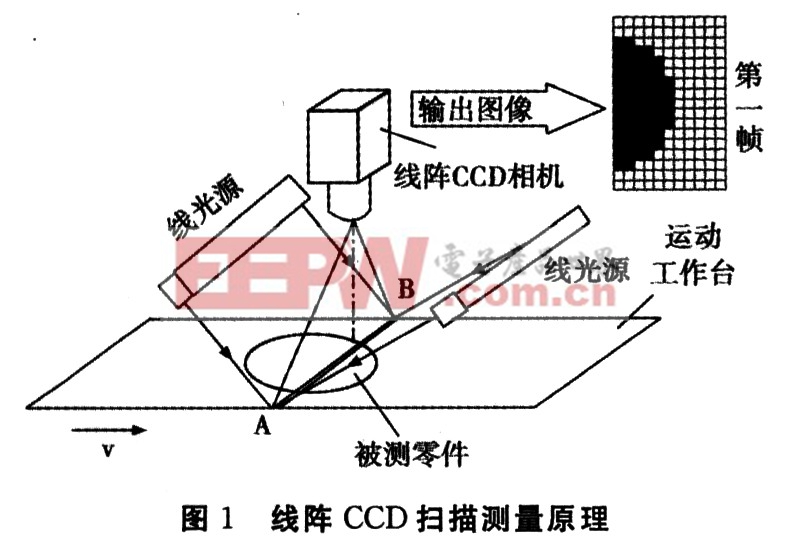
被測零件放置于運(yùn)動(dòng)工作臺上,隨工作臺一起以速度v向右方行進(jìn),零件未進(jìn)入相機(jī)視場AB時(shí),線光源所發(fā)射光線直接通過光學(xué)成像系統(tǒng)成為一幀灰度值較高的背景圖像,當(dāng)零件進(jìn)入相機(jī)視場時(shí),零件遮擋光線使得采集圖像含有零件輪廓信息,將所有輸出圖像按采集的先后關(guān)系進(jìn)行拼接,即可得到完整的高分辨率零件圖像,通過圖像處理得到零件的二維幾何尺寸。
2 掃描同步控制
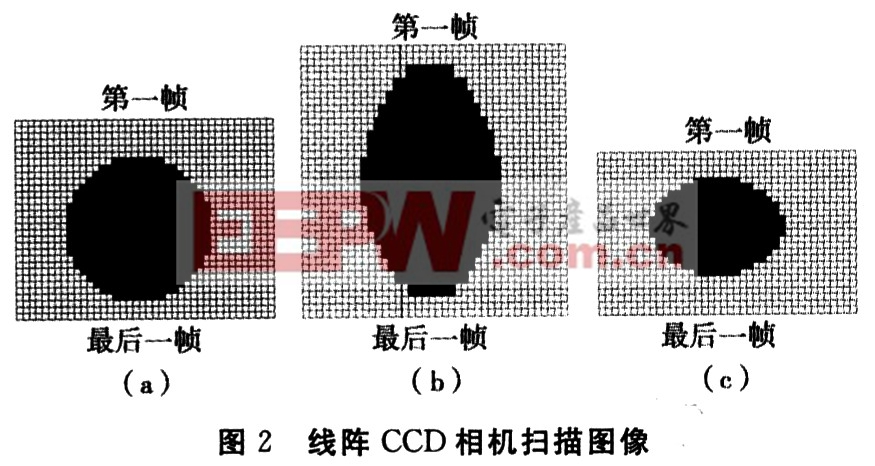
掃描同步控制是線陣CCD掃描測量零件二維幾何尺寸的關(guān)鍵技術(shù),也是影響系統(tǒng)測量精度的最主要因素。所謂掃描同步是指:單位時(shí)間內(nèi)線陣CCD相機(jī)所采集圖像總和對應(yīng)的物方實(shí)際尺寸與零件的行進(jìn)速度相同。當(dāng)掃描同步時(shí),獲取的零件圖像與實(shí)際零件相比沒有發(fā)生變形,如圖2(a)所示,對其進(jìn)行處理的結(jié)果最接近零件尺寸的真實(shí)值;當(dāng)相機(jī)采集速度大于零件行進(jìn)速度時(shí),零件圖像被拉長,如圖2(b)所示,對其進(jìn)行處理的結(jié)果將大于零件尺寸的真實(shí)值;當(dāng)相機(jī)采集速度小于零件行進(jìn)速度時(shí),零件圖像被壓縮,如圖2(c)所示。對其進(jìn)行處理的結(jié)果小于零件尺寸的真實(shí)值。
為保證對零件尺寸測量的準(zhǔn)確性,需要進(jìn)行同步控制。線陣CCD的像素尺寸S為14μm×14 μm,線掃描速度vx為500幀/秒,鏡頭焦距f為50 mm,鏡頭到零件的距離D為150 mm,則CCD像素所對應(yīng)的物方尺寸L為:

則單位時(shí)間內(nèi)線陣CCD相機(jī)所采集圖像總和對應(yīng)的物方實(shí)際尺寸(即CCD相機(jī)掃描圖像速度v)為:
![]()
在這種情況下,要實(shí)現(xiàn)零件掃描同步則要求零件的行進(jìn)速度為21 mm/s。


評論