PROFIBUS在紙機傳動中的應用

1.2 傳動控制系統的控制要求
造紙機生產過程是由網部、壓榨部、干燥部、壓光部、卷紙部等連續且復雜的過程組成,具體表現在以下幾個方面:① 多變量、多參數系統,影響傳動系統的因素很多,例如張力、速度、電流、電壓、負載等;② 交流電動機的非線性;③ 負載的不確定性;④ 多電機間性能的不匹配;⑤ 多電機之間存在耦合。因此,造紙機的傳動控制要求滿足:① 實現速度鏈控制。依據紙機傳動系統的工藝特點,采用了調節變比的控制方法實現速度鏈功能。操作屏上設有功能鍵,通過通訊可直接修改PLC 內的數據區,改變響應傳動點的速度設定值。② 實現負荷分配控制。網部真空伏輥、驅動輥、第一導網輥和光壓上、下輥這兩組之間要求速度同步的同時要求負載均衡,否則會影響正常抄紙。當負荷不能均勻分布時,有可能撕壞毛布或造成斷紙,所以在這2 個傳動組合中的各自傳動點之間實施負荷分配自動控制功能。PLC 通過PROFIBUS 現場總線得到電機電流信號,以先進的調節算法調節變頻器的輸出,使各電機轉矩電流和額定電流比值相等,這樣完成負荷分配的自動控制。③ 實現張力控制。根據紙機工藝要求,在多組烘缸與卷紙機之間加張力傳感器,張力傳感器將張力信號通過A/D 轉換模塊送人PLC,在操作臺上的操作屏上進行張力設定,PLC根據張力設定值和張力傳感器的反饋值對卷紙機進行調節,保持張力恒定準確。PLC 內采用積分分離的PID 控制算法,并帶有速度限幅,仿止斷紙時出現張力飛車現象。
2 PROFIBUS 網絡結構及傳輸技術
2.1 PROFIBUS 協議結構
PROFIBUS 通信協議結構的基礎是ISO/OSI 的7 層網絡參考模型,其結構如圖3 所示。
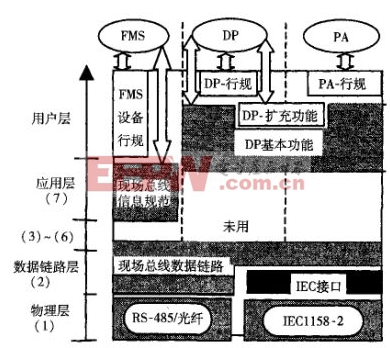 |
■ DIN19245第四部分 ■ EN50 170 ■PROFIBUS準則
圖3 PROFIBUS協議的結構
PROFIBUS-FMS 第l 、第2 和第7 層均加以定義,其中第3~第6 層未加以描述,其功能在底層接口(Lower Layer Interface)完成,LLI 是第7 層中的一部分,FMS(Field Message Specification 現場總線報文規范)包含了應用層協議并提供了多種強有力的通信服務及用戶接口。
PROFIBUS-DP 使用第l 層、第2 層和用戶接口,以直接數據鏈路映像(Direct Data Link Mapper)提供易于進入第2 層的用戶接口。該用戶接口規定了可以調用的應用功能并詳細說明了各種不同PROFIBUS-DP 設備的設備行為,還提供了傳輸用的RS485 傳輸技術或光纖。
PROFIBUS-PA 采用擴展的“PROFIBUS-DP”協議進行數據傳輸。這種傳輸技術可確保其本質安全性并使現場設備通過總線供電。
2.2 PROFIBUS 傳輸技術
PROFIBUS 提供以下3 種類型的傳輸技術:FMS 和DP 的RS485 傳輸;PA 的IECll58~2 傳輸;光纖( FO)。RS485 采用屏蔽雙絞線,操作容易,設備簡單、價格便宜,而且能夠滿足高速傳輸的要求,故應用較廣,成為PROFIBUS 最常用的一種傳輸技術。RS-485 總線結構允許增加或減少站點,傳輸速度可選用9.6 kbps~12 Mbps 。PA 的IECll58-2 傳輸技術可保持其本質安全性并使現場設備通過總線供電,所以這種傳輸技術能滿足化工和石化工業的要求并在這些領域得到廣泛使用。另外,IECll58-2 信號可通過耦合器與RS-485 信號相適配,這樣PROFIBUS-PA 設備能很方便地集成到PROFIBUS-DP 網絡。光纖傳輸技術主要用于電磁干擾很大的環境中,它可以增加高速傳輸的最大距離,但光纖傳輸造價較高。
3 上位操作監控管理系統
上位監控計算機采用西門子公司的PⅢ450 加54cm 彩顯,打印機,軟件平臺為隨機所帶的原版Windows NT Workstation 軟件,工控組態軟件為德國西門子公司的工業控制組態軟件WinCC ,即“WINDOWS CONTROL CENTER”(窗口控制中心)——為在標準PC 和WINDOWS NT 環境下實現集成化全32 位的HMI (人機界面)的功能。WinCC5.0 具有的特點:① 全集成自動化,使STEP7 編程環境更貼近于WinCC 的組態環境;② 組態更加高效,易于操作,最大地減少組態時間,是成功的HMI/SCADA 軟件的一個主要標準,SIMATIC WinCC 一直遵循這個標準;③ WinCC 是按照客戶機/服務器系統設計的,最多支持16 個客戶機;④ WinCCWeb 瀏覽器功能允許通過國際互聯網Internet或企業內部網Internet 對工廠設備進行監視甚至操作;⑤ WinCC5.5 對MessengerGuardian (信使和看護者)可選功能進行了升級,主要的新功能是通過網絡的攝像監視,且在看護者計算機上支持多攝像機監視;⑥ 開放式結構,易學易用,支持全序列的SIMATIC PLC ;⑦ 集成的SQL 數據有利于數據的存取和交流,并且支持0LE2.0 及OCX 控件。上位監控計算機的生產數據存人SQL 數據庫。







評論