微銑削的實時診斷系統

選擇合適的信號,提供過程狀況的最佳信息,這一點很重要。加速計因為其可用性和易用性而成為通常的最佳選擇。安裝在微銑削機床關鍵區域的傳感器可以保證加速信號處理算法能夠創建關于過程的可靠有用信息。
測量微銑削過程的切力也很重要。因為微銑削的特性,切力的幅度可能非常低(1牛頓),非常難以測量。與振動信息類似,切力信息對于診斷也是非常有幫助的。

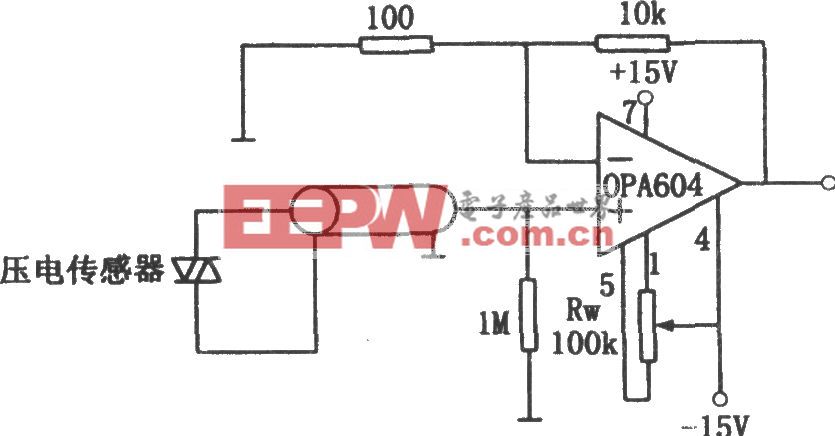
圖1 給出了微銑削的實時診斷系統。
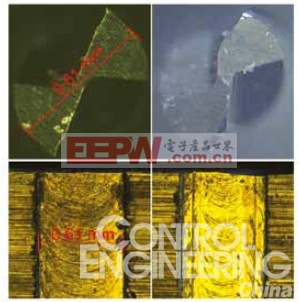
圖2 比較了工具在全新狀態(左側)和磨損狀態(右側)的表面情況。
診斷程序的主要一個假設是使用FFT算法處理收集的信號。檢測信號基于電主軸的旋轉速度,據此可以觀測到所有三個軸的加速度和切力。如果附加頻率鄰近激活頻率,監控算法立刻就會通過用戶界面通知操作員,向微銑削機床驅動控制器發送合適的提醒。
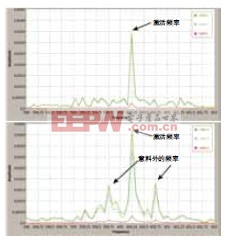
圖3 比較了使用全新工具(上圖)和 磨損工具(下圖)的銑削制造中收集 的數據。圖片來源:波蘭西波莫瑞工 業大學和CONTROL ENGINEERING Poland
為了要檢測微銑削的實時診斷系統,人們準備了一系列實驗。
針對微銑削開發的實時診斷系統適用于任何需要高精度和高質量的場合。因為它采用模塊化的設計,系統可以根據不同的情況快速重新配置。系統的小尺寸和堅固性也幫助它應用在很多場合。直觀的用戶界面可以適應操作員的需要,為工業應用中的微銑削部署實時診斷系統可以節約時間和資金。





評論