焊接機(jī)器人柔性焊接工作站的設(shè)計(jì)

1技術(shù)方案
機(jī)器人柔性焊接工作站立足于一小型自動(dòng)化流水線作業(yè),能焊接長度在2.5米以下的各種工件,集自動(dòng)上料、半自動(dòng)定位裝卡、自動(dòng)焊接、自動(dòng)卸貨于一體。從而降低工人勞動(dòng)強(qiáng)度,提高生產(chǎn)效率。為了達(dá)到總體設(shè)計(jì)要求,制定了滿足要求的技術(shù)方案,該設(shè)備主要由工件定位工裝、智能搬運(yùn)器、變位機(jī)、構(gòu)件周轉(zhuǎn)架、碼垛架、送料機(jī)構(gòu)、電氣及氣動(dòng)系統(tǒng)等構(gòu)成一小型流水線,見圖1。
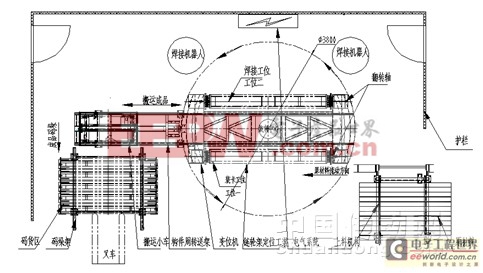
圖1機(jī)器人柔性焊接工作站平面圖
主要流程:1)上料機(jī)構(gòu)把原材料輸送到工位一;2)人工輔助裝卡定位;3)變位機(jī)把裝卡好的工件旋轉(zhuǎn)到工位二;3)機(jī)器人焊接位置1;4)翻轉(zhuǎn)軸翻轉(zhuǎn)90度;5)機(jī)器人焊接位置2;6)翻轉(zhuǎn)軸翻轉(zhuǎn)180度;7)機(jī)器人焊接位置3,工件焊接完成;8)變位機(jī)把焊接完的工件旋轉(zhuǎn)到工位一;9)智能搬運(yùn)器到工位1取貨搬運(yùn)到碼貨架。這樣一個(gè)流程結(jié)束,其中,工位一裝卡區(qū)和工位二焊接區(qū)同時(shí)進(jìn)行,大大提高了焊接效率。
2變位機(jī)的設(shè)計(jì)
變位機(jī)是機(jī)器人柔性焊接工作站的核心部件,主要由鋼結(jié)構(gòu)、旋轉(zhuǎn)軸、翻轉(zhuǎn)軸、導(dǎo)軌、快速卡環(huán)等組成,如圖2
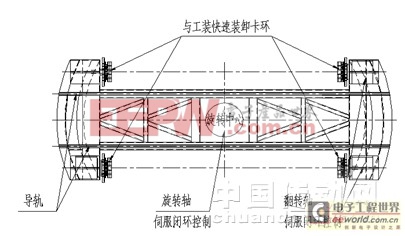
圖2變位機(jī)平面圖
各部分的主要功能:(1)鋼結(jié)構(gòu)為支撐部件;(2)旋轉(zhuǎn)軸使工位一和工位二的位置互換,達(dá)到焊接、卸貨和裝卡目的;(3)兩個(gè)翻轉(zhuǎn)軸為工位1或工位2的變位,使得機(jī)器人在最有利于焊縫成型的位置焊接和工件裝卡;(4)導(dǎo)軌作用是導(dǎo)向智能搬運(yùn)器橫移到變位機(jī)上取貨;(5)快速卡環(huán)主要是焊接不同工件時(shí)快速更換工裝。
機(jī)器人柔性焊接工作站焊接精度主要由變位機(jī)的精度確定,由于機(jī)器人柔性焊接工作站的焊接精度在0.5mm以內(nèi),即變位機(jī)直徑為3.8米的轉(zhuǎn)盤在旋轉(zhuǎn)180度后的定位精度在0.5mm以內(nèi),翻轉(zhuǎn)定位精度也要在0.5mm以內(nèi)。為達(dá)到以上要求,傳動(dòng)采用伺服電機(jī)+復(fù)式活齒減速器,傳動(dòng)精度達(dá)到0.01mm。


評(píng)論