BWS伺服驅動系統在電腦橫切機上的應用

隨著包裝行業的迅猛發展,瓦楞紙板生產線的生產效率逐年提高,主要體現在瓦楞紙板生產線后端的電腦橫切機速度的大幅提高。電腦橫切機的控制部分需滿足精準的裁切長度的同時還要滿足很高的裁切速度。其難點在于紙板處于高速運動狀態,切刀的動態控制需極高的運算速度和極高的跟蹤性能。變頻器的控制無法達到高的裁切速度(40M/min—80M/min),裁切誤差也隨速度的提高而越來越大,PLC對脈沖的反饋速度也無法滿足裁切精度的要求。運動控制卡加進口伺服系統的控制方式是完全可以滿足精度和速度的雙向要求,速度可達到200M/min—300M/min,還是有價格昂貴,供貨時間長等不足之處。本文著重介紹的將運動控制卡集成在伺服驅動器之內的BWS品牌伺服驅動器在橫切系統中的應用。
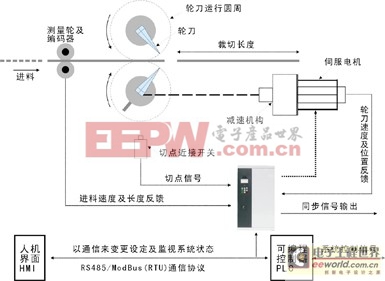
圖1:電腦螺旋刀橫切機控制簡圖
二、 系統組成
下圖為電腦螺旋刀橫切機控制簡圖。此系統實現旋轉式同步動態裁切,上下兩組裁切輪刀同時被伺服馬達帶動,各依箭頭所示方向相對旋轉。輪刀之上的刀刃必須作精密的調整,當上輪刀之刀刃旋轉至正下方時,下刀刃恰好轉至正上方,才能執行正確的裁切。每次裁切刀輪旋轉一圈,便自動將材料切斷一次;馬達只要在相同方向連續運轉,輪刀便能連續裁切。
系統組成及其功能介紹:
1、旋轉式同步飛剪控制驅動系統(BWS-BBR):
接受PLC及HMI輸入的運轉命令及長度設定
偵測量測輪編碼器傳回之脈沖,得知進料速度及進料長度。
控制伺服馬達之運轉速度及同步定位動作
2、人機界面(HMI):
接受設定資料及顯示運轉狀態
3、PLC:
處理基本之接口、互鎖、連動信號
4、永磁同步伺服馬達 或 感應式伺服馬達:
將馬達動力傳送至上下裁切刀輪
5、輪刀:
上下鏡射、各帶刀刃的一組回轉機構
6、送料檢測編碼器:
直接緊密的接觸待切材料,靠材料之橫移而帶動編碼器產生脈沖信號
三、工作原理
電腦橫切機切紙板時,切刀運行的速度曲線因裁切長度的不同而不同,大體分三種情況:裁切長度大于兩倍切刀圓周長、裁切長度大于切刀圓周長且小于兩倍切刀圓周長、裁切長度小于切刀圓周長。
第一種情況:裁切長度大于兩倍切刀圓周長

圖2: 裁切長度大于兩倍切刀圓周長的運轉曲線
如果裁切長度大于兩倍切刀圓周長,運行速度曲線如圖2所示;整個裁切循環從第一個裁切點開始到第二個裁切點結束,重點分段說明如下:
1. BWS-BBR控制系統隨時監控進料長度與進料速度并控制伺服馬達帶動裁切刀輪,掌握正確的裁刀速度曲線。
2. 從第一個裁切點開始 (裁刀方位角等于180度),當時仍然在同步區域內,因此裁刀速度必須與進料速度維持同步運轉。
3. 當裁切刀」離開同步區域后,裁刀速度曲線經過控制系統精確的計算、控制,在降低到零速的同時,裁刀方位角也必須剛好等于0度。
4. 當進料長度累計到適當長度時,裁切刀輪開始朝進料速度目標加速;而且裁刀速度曲線經過控制系統精確的計算、控制,務求在裁刀速度上升到與進料速度同步的同時,裁切刀輪也恰好進入同步區域。
6. 進入同步區域之后,裁刀速度必須隨時與進料速度維持同步運轉,直到第二個裁切點出現,乃完成一次裁切循環。

評論