電子制作手工焊接技術(shù)基礎(chǔ)(二)

在保證得到優(yōu)質(zhì)焊點的目標(biāo)下,具體的焊接操作手法可以有所不同,但下面這些前人總結(jié)的方法,對初學(xué)者的指導(dǎo)作用是不可忽略的。
保持烙鐵頭的清潔
焊接時,烙鐵頭長期處于高溫狀態(tài),又接觸助焊劑等弱酸性物質(zhì),其表面很容易氧化腐蝕并沾上一層黑色雜質(zhì)。這些雜質(zhì)形成隔熱層,妨礙了烙鐵頭與焊件之間的熱傳導(dǎo)。因此,要注意用一塊濕布或濕的木質(zhì)纖維海綿隨時擦拭烙鐵頭。對于普通烙鐵頭,在腐蝕污染嚴(yán)重時可以使用銼刀修去表面氧化層。對于長壽命烙鐵頭,就絕對不能使用這種方法了。
靠增加接觸面積來加快傳熱
加熱時,應(yīng)該讓焊件上需要焊錫浸潤的各部分均勻受熱,而不是僅僅加熱焊件的一部分,更不要采用烙鐵對焊件增加壓力的辦法,以免造成損壞或不易覺察的隱患。有些初學(xué)者用烙鐵頭對焊接面施加壓力,企圖加快焊接,這是不對的。正確的方法是,要根據(jù)焊件的形狀選用不同的烙鐵頭,或者自己修整烙鐵頭,讓烙鐵頭與焊件形成面的接觸而不是點或線的接觸。這樣,就能大大提高傳熱效率。
加熱要靠焊錫橋
在非流水線作業(yè)中,焊接的焊點形狀是多種多樣的,不大可能不斷更換烙鐵頭。要提高加熱的效率,需要有進行熱量傳遞的焊錫橋。所謂焊錫橋,就是靠烙鐵頭上保留少量焊錫,作為加熱時烙鐵頭與焊件之間傳熱的橋梁。由于金屬熔液的導(dǎo)熱效率遠遠高于空氣,使焊件很快就被加熱到焊接溫度。應(yīng)該注意,作為焊錫橋的錫量不可保留過多,不僅因為長時間存留在烙鐵頭上的焊料處于過熱狀態(tài),實際已經(jīng)降低了質(zhì)量,還可能造成焊點之間誤連短路。
烙鐵撤離有講究
烙鐵的撤離要及時,而且撤離時的角度和方向與焊點的形成有關(guān)。如圖所示為烙鐵不同的撤離方向?qū)更c錫量的影響。
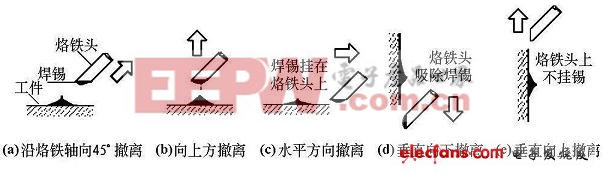
圖5 烙鐵撤離方向和焊點錫量的關(guān)系
在焊錫凝固之前不能動
切勿使焊件移動或受到振動,特別是用鑷子夾住焊件時,一定要等焊錫凝固后再移走鑷子,否則極易造成焊點結(jié)構(gòu)疏松或虛焊。
焊錫用量要適中
手工焊接常使用的管狀焊錫絲,內(nèi)部已經(jīng)裝有由松香和活化劑制成的助焊劑。焊錫絲的直徑有 0.5 、 0.8 、 1.0 、 … 、 5.0mm 等多種規(guī)格,要根據(jù)焊點的大小選用。一般,應(yīng)使焊錫絲的直徑略小于焊盤的直徑。
如圖所示,過量的焊錫不但無必要地消耗了焊錫,而且還增加焊接





評論