一種多通道視頻同步采集方案

摘要:針對鍍鋅生產線帶鋼振動檢測問題,提出了一種通過多視頻探頭進行多截面視頻同步采集的帶鋼整體振動檢測方案。在每個測量截面處,利用激光垂直照射形成5個光斑,將攝像頭與帶鋼表面成45°角布置,直接拍攝光斑陣列,對視頻序列中的光斑位移進行分析,即可計算出各個光斑處的帶鋼振動。采集過程中,通過RS485總線發布同步信號,實現多截面視頻采集的同步,且可保證近60m距離的同步可靠性。在同步報文中包含序列號,從而避免因以太網輸延遲造成多采集模塊數據匹配錯誤。在某鍍鋅生產線的現場試驗證明該方案可行。
關鍵詞:帶鋼振動檢測;視頻采集;同步;串行通信
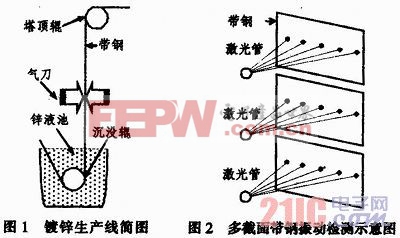
鍍鋅生產過程中的帶鋼振動直接影響鋅層厚度及均勻性,既降低產品質量,又導致鋅液過度消耗,增加生產成本。無論是通過尋找振源從根本上消除振動,還是通過電磁鐵等進行主動減振,都離不開振動的檢測。為了保護帶鋼表面,不能采用任何接觸式振動檢測手段。目前比較常用的檢測方案包括渦流探頭和光學探頭兩類,前者為了達到所需要的量程,必須采用大直徑的探頭,系統造價頗高;后者在多截面測量時又存在多探頭數據的同步問題。
探索切實可行的光學檢測方案具有重要的現實意義和應用價值。本文介紹的方案以激光三角法測距原理為基礎,通過RS485總線廣播同步觸發信號,實現了多截面振動的同步測量。
1 多截面振動檢測系統總體方案
1.1 帶鋼整體振動檢測方案
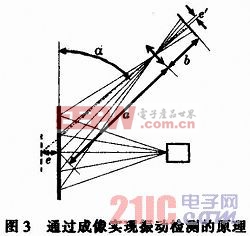
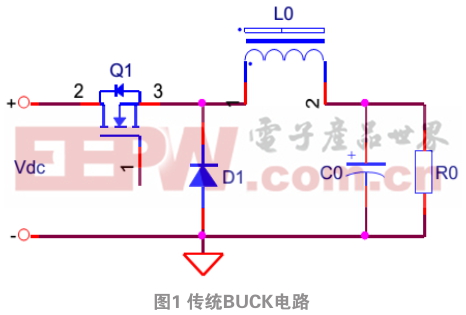
圖1所示為鍍鋅生產線簡圖,要檢測帶鋼的整體振動情況,必須檢測多個截面的振動情況,具體取決于帶鋼振動的模式,以及允許布置探頭的位置。圖2所示為通過3個截面對帶鋼振動進行檢測的系統方案,圖中3段帶鋼表示的是同一條帶鋼上的3個部分。每個截面上通過激光器均勻的投射出5個等間的光斑,每個攝像頭的視野必須覆蓋它所對應的5個光斑,通過攝像機鏡頭后,這5個光斑在感光器件上成像,如果鋼帶振動,像的位置就會相應變化,每個光斑像的位移與帶鋼振動的對應關系可以通過三角法簡單確定。圖3所示為垂直于帶鋼且通過5個光斑的某個水平截面的光路圖。


評論