用可編程控制器對龍門刨床的改造

某廠A1024A單臂四米龍門刨床,其電氣系統由主拖動和控制系統兩部分組成。電氣主拖動系統是JF-D直流調速系統,電控部分采用繼電邏輯控制系統。因已運行了三十多年,電氣系統存在著嚴重的老化現象,設備精度降低,調速性差,故障率高且繼電邏輯控制系統線路復雜,查找故障必須按照一定的步驟和順序進行,設備發生故障的次數和處理故障的時間也越來越長。
因此,采用PLC對A1024A龍門刨床進行數控改造,提高其加工精度,延長其工作壽命,并滿足客戶對產品技術性能指標的要求,不失為一種投入少,見效快的解決辦法。
l數控改造方案
1.1龍門刨床的工藝流程對控制系統的要求
1.1.1 調速范圍
JF-D調速系統的速度范圍為100~1 000 rpm/min,即調速范圍為10:1;有磨削功能的JF-D調速系統的速度范圍為25~1 000 rpm/min,即調速范圍為40:1。
1.1.2 靜差度
一般要求S=0.1~0.05,即S=10%~5%。
1.1.3 工作臺的自動循環往返運動
刨削加工時,工作臺應能自動往復運動。
1.2龍門刨床電氣控制系統的硬件設計
1.2.1 系統的總體結構
目前改造龍門刨床的主拖動部分一般采用全數字直流調速系統或交流變頻調速系統,控制部分使用PLC。全數字直流調速系統選用國外的成套設備,設備的運行參數用英文顯示,設備操作及維護人員要消化和掌握系統的性能,需花費較長的時間和具備一定的技術水平。
而變頻調速系統經過多年的推廣和使用,各項性能和技術指標不斷趨于完善和成熟,節能效果顯著。并且由于變頻調速系統的各種運行狀況和故障情況都可以通過監示器顯示,因此,根據當前電氣技術的發展趨勢和龍門刨床的實際狀況,提出圖1所示的電氣技術改造原理框圖。
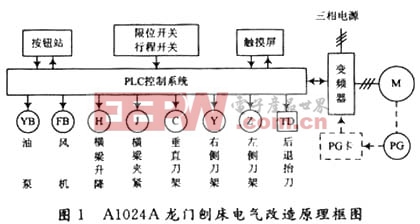
改造方案中,保留了原來的操作按鈕,這樣可以適應原操作人員的操作習慣,設備的大部分操作都可通過按鈕完成。操作指令傳送給PLC控制系統,PLC對這些指令進行處理后控制相應的設備。PLC將設備的運行狀態信號傳送給按鈕,按鈕用指示燈顯示相應的信息。
監示器選用觸摸屏,可以形象直觀地顯示整個電氣系統的各種運行狀態和設備可能發生的電氣故障。操作人員和電氣維護人員,查看觸摸屏畫面就可以了解整個設備運行狀況和故障發生的位置。
PLC用于實現開關量邏輯控制和控制變頻電機轉速的方向和大小。按鈕站的按鈕、外部行程開關和操作手柄通過PLC,控制油泵、風機、橫梁升降、橫梁夾緊、垂直刀架、右側刀架、左側刀架的電動機,以及后退行程抬刀電磁鐵線圈。
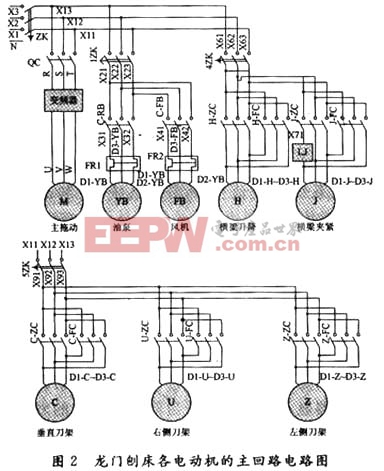
1.2.2 電力拖動系統主回路設計
電氣改造時主回路基本不變,只是將主拖動的直流電動機換為交流變頻電機。空氣開關1ZK,4ZK,5ZK一般處于閉合狀態,設備運行時合上總空氣開關ZK,非工作時斷開。主回路電路如圖2所示。







評論