旋轉編碼器在線速度檢測控制中的應用

O 引言
在電纜生產線上,通常需要檢測電纜的走線速度,用來控制收線電機的轉速和計算線纜的長度。成纜工藝參數的穩定,直接關系到電線電纜的質量。
該項目是為某電纜廠的技術改造項目,要改造的設備是利用束線原理制造的盤絞式成纜機,改造的內容是更換全部電氣控制系統。這種成纜機的放線盤固定,而收線盤固定在盤絞架上同時完成絞合和收線的雙重運動。工作時,在線纜盤直流電機的帶動下,完成電纜的收線運動,在排線電機的帶動下實現電纜在收線盤的整齊排列。在大盤電機的帶動下,通過齒輪箱帶動盤絞架實現軸向旋轉,完成電纜絞合運動,是保證節距的關鍵。線速度是由收線盤的旋轉速度決定的,如果收線電機的轉速恒定,收線盤隨著收線軸的變粗,線速度會增大,因此,為保證收線速度恒定,要逐漸降低收線電機的轉速。
1 系統設計原理
根據電纜的生產工藝要求,不同型號的電纜,其走線速度是恒定的。通常,電纜的運行速度是由電纜帶動旋轉編碼器來檢測的。電纜線速度測速示意圖如圖1所示。
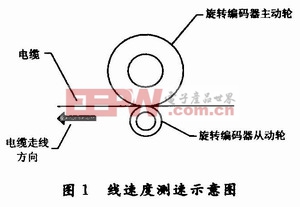
該項目中,采用的旋轉編碼器的型號是TRDJ1000系列,旋轉一周輸出1 000個脈沖。因此,根據在一定時間內檢測到的脈沖數,就可以計算出電纜的走線速度。實際應用中,將其與一加工精度極高、周長為500 mm的旋轉編碼器測量主動輪與旋轉編碼器同軸安裝,主動輪與電纜接觸。在電纜生產運動過程中,依靠摩擦力拉動測量輪旋轉,這樣就把電纜的直線位移(長度)轉化為旋轉編碼器的脈沖數字信號輸出。
設旋轉編碼器每旋轉一周,其計數脈沖個數為NP(脈沖個數/轉),則旋轉編碼器角分辨率(單位:(°)/個)為:
P=360/NP
假定固定在旋轉編碼器轉軸上的主動導向輪半徑為r m,則旋轉編碼器位移分辨率(單位:m/個)為:
Ps=27πr/NP
這時,若計數脈沖個數為N(個),則由旋轉編碼器測量的位移量S(單位:m)為:
S=Ps·N
線纜走線速度V(單位:m/s)為:
V=S/T
式中:T為接收N個脈沖所用的時間(單位:s)。
2 硬件電路設計原理
該檢測電路以AT89C51單片機為控制核心,如圖2所示,旋轉編碼器輸出的脈沖,經過電平轉換,變成O~5 V的TTL電平脈沖,送到AT89 C51單片機的外部中斷INT0端。每收到一個脈沖,單片機中斷一次,同時計數脈沖存儲器加1,與標準脈沖值比較后,單片機的P0口輸出給定值數字量,再經過D/A轉換變成給定值模擬量,送給收線電機調速器,控制電機轉速。這里的D/A轉換芯片采用8位數據輸入,四路模擬量輸出的TLC7226IDW。如果需要提高電機轉速控制精度,可以選用其他10位、12位數據輸入的D/A轉換芯片。

評論