回流焊工藝技術和注意事項

遠紅外再流焊
本文引用地址:http://www.czjhyjcfj.com/article/161882.htm八十年代使用的遠紅外再流焊具有加熱快、節能、運行平穩的特點,但由于印制板及各種元器件因材質、色澤不同而對輻射熱吸收率有很大差異,造成電路上各種不同元器件以及不同部位溫度不均勻,即局部溫差。例如集成電路的黑色塑料封裝體上會因輻射吸收率高而過熱,而其焊接部位——銀白色引線上反而溫度低產生假焊。另外,印制板上熱輻射被阻擋的部位,例如在大(高)元器件陰影部位的焊接引腳或小元器件就會因加熱不足而造成焊接不良。
1.2 全熱風再流焊
全熱風再流焊是一種通過對流噴射管嘴或者耐熱風機來迫使氣流循環,從而實現被焊件加熱的焊接方法。該類設備在90年代開始興起。由于采用此種加熱方式,印制板和元器件的溫度接近給定的加熱溫區的氣體溫度,完全克服了紅外再流焊的溫差和遮蔽效應,故目前應用較廣。 在全熱風再流焊設備中,循環氣體的對流速度至關重要。為確保循環氣體作用于印制板的任一區域,氣流必須具有足夠快的速度。這在一定程度上易造成印制板的抖動和元器件的移位。此外,采用此種加熱方式就熱交換方式而言,效率較差,耗電較多。
1.3 紅外熱風再流焊
這類再流焊爐是在IR爐基礎上加上熱風使爐內溫度更均勻,是目前較為理想的加熱方式。這類設備充分利用了紅外線穿透力強的特點,熱效率高,節電,同時有效克服了紅外再流焊的溫差和遮蔽效應,并彌補了熱風再流焊對氣體流速要求過快而造成的影響,因此這種IR+Hot的再流焊目前在國際上是使用得最普遍的。
隨著組裝密度的提高、精細間距組裝技術的出現,還出現了氮氣保護的再流焊爐。在氮氣保護條件下進行焊接可防止氧化,提高焊接潤濕力,加快潤濕速度,對未貼正的元件矯正力大,焊珠減少,更適合于免清洗工藝。
2 溫度曲線的建立
溫度曲線是指SMA通過回流爐時,SMA上某一點的溫度隨時間變化的曲線。溫度曲線提供了一種直觀的方法,來分析某個元件在整個回流焊過程中的溫度變化情況。這對于獲得最佳的可焊性,避免由于超溫而對元件造成損壞,以及保證焊接質量都非常有用。
以下從預熱段開始進行簡要分析。
2.1 預熱段
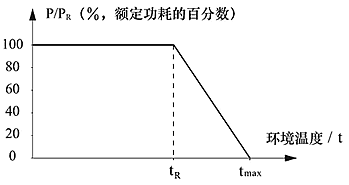
該區域的目的是把室溫的PCB盡快加熱,以達到第二個特定目標,但升溫速率要控制在適當范圍以內,如果過快,會產生熱沖擊,電路板和元件都可能受損;過慢,則溶劑揮發不充分,影響焊接質量。由于加熱速度較快,在溫區的后段SMA內的溫差較大。為防止熱沖擊對元件的損傷,一般規定最大速度為4℃/s。然而,通常上升速率設定為1-3℃/s。典型的升溫速率為2℃/s。
2.2 保溫段
保溫段是指溫度從120℃-150℃升至焊膏熔點的區域。其主要目的是使SMA內各元件的溫度趨于穩定,盡量減少溫差。在這個區域里給予足夠的時間使較大元件的溫度趕上較小元件,并保證焊膏中的助焊劑得到充分揮發。到保溫段結束,焊盤、焊料球及元件引腳上的氧化物被除去,整個電路板的溫度達到平衡。應注意的是SMA上所有元件在這一段結束時應具有相同的溫度,否則進入到回流段將會因為各部分溫度不均產生各種不良焊接現象。
2.3 回流段
在這一區域里加熱器的溫度設置得最高,使組件的溫度快速上升至峰值溫度。在回流段其焊接峰值溫度視所用焊膏的不同而不同,一般推薦為焊膏的溶點溫度加20-40℃。對于熔點為183℃的63Sn/37Pb焊膏和熔點為179℃的Sn62/Pb36/Ag2焊膏,峰值溫度一般為210-230℃,再流時間不要過長,以防對SMA造成不良影響。理想的溫度曲線是超過焊錫熔點的“尖端區”覆蓋的面積最小。




評論