基于C70數控系統的柔性加工程序開發研究

1. 專用連桿加工機床的工作要求
某機械廠制造的專用連桿加工機床配置三菱C70數控系統。該機床加工對象是不同規格的連桿,不同規格的連桿形狀相同而尺寸不同,但其加工路徑和順序是相同的。操作者要求使用一套加工程序對應不同規格的加工對象。當加工對象改變時,只需要在觸摸屏(以下簡稱GOT)上選擇“零件號”即可。簡言之,就是要求該加工機床為柔性的加工機床。
操作者還要求在加工進程中或試切過程中,各加工參數可以隨時修改,修改后參數必須立即生效。
2. C70數控系統的解決方案
根據客戶的工作要求和C70數控系統的功能特性,經過綜合分析,決定采用如下的了解決方案:
(1) 主加工程序中對應不同規格產品的加工參數,如零件的直徑,長度,寬度,進給速度全部用變量表示。不同規格的零件對應一組不同的變量。
(2) 不同規格的零件對應的不同的加工參數預先通過GOT設定。
(3)零件號的選擇通過GOT選定。
(4)在PLC 梯形圖程序中編制“不同零件選擇不同加工參數”的程序。
(5)通過宏程序讀出PLC 梯形圖程序中“被選擇的加工參數”。將加工參數設置為變量。這一節是重點。
(6)主加工程序使用“變量”運行。
(7)使用“中斷功能”使在主加工程序運行過程中修改的參數立即生效。
3. PLC梯形圖程序編制
3.1 利用GOT 進行參數的預置和零件選擇
C70 數控系統是配有GOT的數控系統,因此可以很方便的在觸摸屏上預先設置不同規格的零件的各種加工參數。如表1所示,D101—D110 為1# 零件的1—10 號加工參數。D201—D210 為2# 零件的1—10 號加工參數。其余如表1 所示。
在GOT 上還必須預先設置“零件選擇”畫面。
表1. 在GOT上設置的參數
零件號 本文引用地址:http://www.czjhyjcfj.com/article/160152.htm | 在GOT上設置參數的數據寄存器 | 宏程序對應的加工參數寄存器 |
1 | D101---D110 | D1201= 1#加工參數 |
2 | D201---D210 | D1202= 2#加工參數 |
3 | D301---D310 | D1203= 3#加工參數 |
4 | D401---D410 | D1204= 4#加工參數 |
5 | D501---D510 | D1205= 5#加工參數 |
6 | D601---D610 | D1206= 6#加工參數 |
7 | D701---D710 | D1207= 7#加工參數 |
8 | D801---D8110 | D1208= 8#加工參數 |
3.2根據“加工零件選擇加工參數”的PLC梯形圖編制
在PLC梯形圖程序中,用“零件選擇”信號來選擇某一組加工參數。如圖1 所示,M201---M208 為8種不同規格的“零件選擇”信號。當M201=ON,選擇1號零件的加工參數,將D101 中預置的數據送入“D1201”中,當M202=ON, 選擇2號零件的加工參數,將D201 中預置的數據送入“D1201”中,其余類推。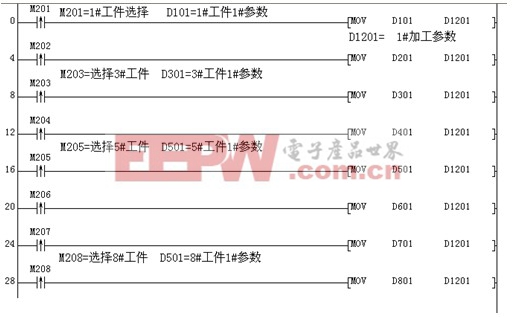
圖1 選擇工件并傳送加工參數
D1201是供加工程序使用的1#加工參數。而其余的2#--9# 加工參數也可以用同樣的方式設置。只是要注意“零件選擇”信號必須使用脈沖信號,即該信號只執行一次傳送數據,當選擇其他零件時,就送入新的數據。
這樣通過PLC梯形圖程序就完成了“對應不同的加工零件選擇不同的加工參數”這一要求。
但是把PLC梯形圖中的數據送入CNC加工程序使用,還必須使用宏程序讀取數據的方法。
4. 使用“宏程序讀取PLC 程序中的相關數據”
4.1讀取PLC 程序中的相關數據的宏程序
把PLC程序中的數據變成CNC 加工程序中可以使用的變量必須使用三菱CNC 中的一種特殊功能:即-------“宏程序讀取PLC 程序中的相關數據”功能。
為了使PLC梯形圖程序中的信息與CNC中加工程序互相交換使用,在三菱CNC 系統中使用了一批系統變量,這批系統變量專門規定為對應PLC梯形圖中各軟元件的數據,在使用宏程序讀取PLC 程序中的相關信息時可以使用這些系統變量,其中有關的系統變量定義如圖2:
#100100--------指定讀取PLC程序中的軟元件類型
#100101---------指定讀取的元件號
#100102 -------指定讀取字元件的字節長度
#100103-------指定讀取元件的“位”
#100110--------被讀取軟元件的數值











評論