應用RFID的數控刀具識別系統設計與實現

隨著現代制造技術的不斷發展,數控機床的應用日益廣泛。其中,加工中心已經逐步成為機械加工車間的主流裝備,加工中心是具有刀庫的數控設備,刀庫中預裝有加工所需的各種刀具。根據加工需求對加工中心刀庫中的刀具進行調度、換取。換刀的效率、穩定性將直接影響到生產能否正常持續地進行下去,其重要性是顯而易見的,識別是換刀工作進行的基礎。
本文引用地址:http://www.czjhyjcfj.com/article/159459.htm加工中心換刀識別有兩種:刀位識別和刀具識別。本文研究的基礎是對刀具編碼識別,服務于刀庫中換刀功能的快速實現。現有的機床刀具識別方法是在刀具表面貼上條形碼或者對刀具表面進行激光標刻來進行識別。但這些識別方法在實際應用中有其缺點,比如:條形碼易脫落,識別條件苛刻;激光標刻成本高。
本文將無線射頻識別(RFID)技術應用到刀具識別系統中。射頻識別是一種非接觸式的自動識別技術,通過射頻信號自動識別標簽并獲取數據信息。首先由PC機通過串口與射頻識別模塊通信,將數控機床刀具的所有幾何尺寸和技術數據寫入電子標簽中,如:刀具編號、名稱、參數及使用壽命等;然后將存儲刀具信息的抗金屬電子標簽安裝到對應的刀具上,管理人員可隨時通過射頻識別終端對刀庫中的數控機床刀具信息進行查詢,實現對庫存中刀具的有序管理。
1.1硬件工作平臺
本系統硬件工作平臺的結構組成主要包括:刀庫工作系統、射頻識別系統、上位機管理軟件和便攜式微控制器。其中,刀庫系統選用圓形刀盤回轉裝置,由步進電動機驅動運行,硬件工作平臺如圖1所示。
1.2系統工作原理
本系統功能主要由兩方面組成:1)刀具信息管理功能。主要是實現對表面裝有電子標簽的數控機床刀具所含信息在上位機數據庫中的查詢、顯示、更新甚至刪除;2)刀庫中刀具的識別功能。主要是實現刀盤中刀具位置的查詢和定位,并且實現對刀庫中隨機存放的刀具的快速選擇,就近空刀位置存放刀具,在液晶顯示器上顯示出工作過程和刀具信息。
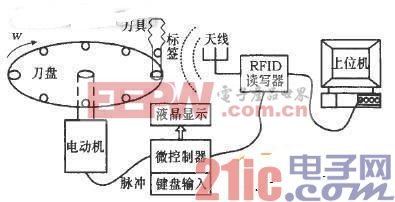
系統功能實現的基礎是無線射頻識別(RFID)技術。RFID的基本工作原理是電子標簽內部存有刀具信息,當置于讀寫器天線的射頻工作范圍后,讀寫器向電子標簽發出電磁波(命令、能量、時序),最后通過天線將電子標簽中數據回送給讀寫器。讀寫器實現對標簽識別碼和內存數據的讀出或寫人,并將讀出的數據通過串口傳給上位機進行分析處理,或與微處理器通信,實現刀庫中刀具識別和定位。
2 RFID識別系統設計
2.1 RFID硬件電路設計
MF RC500為非接觸式通信中高集成讀卡系列芯片,集成了在13.56MHz下所有類型的被動式通信方式和協議。
系統電路圖主要包括3個部分:MCU處理器、RC500內部電路和外部電路。MCU與RC500為并行連接AD.RC500內部電路主要包括發送部分、數字部分以及8位并行口。外部電路包括一個低通濾波器、接收電路、天線匹配電路和天線。低通濾波器根據國際電磁兼容性(Electro Magnetic Compatibility,EMC)條例對發射波中更高的諧波進行濾除,由元件L1和C1.組成。接收電路由元件R1、R2、R3和R4組成。RC500內部產生的VMID電勢作為腿腳的輸入電勢,兩者之間連接一個分壓器,在VMID引腳處再接一個對地電容c3提供穩定的參考電壓。天線匹配電路由元件C4、C5組成。刀具射頻識別系統主框圖如圖2所示。
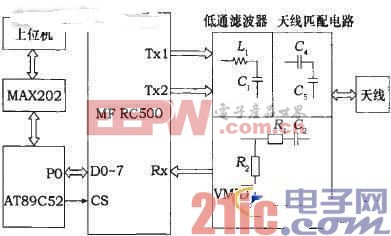
圖2刀具射頻識別系統主框圖

p2p機相關文章:p2p原理







評論