激光制導自動跟蹤焊接系統
—— 確保焊接施工的精確、高效和安全

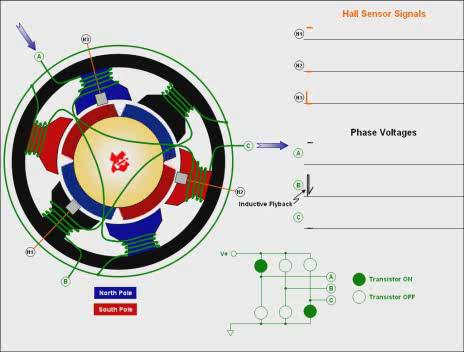
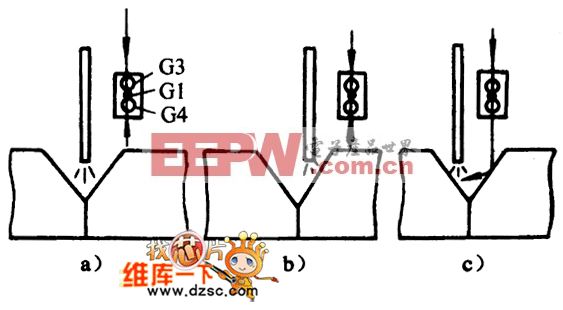
伺服電機(焊槍移動Y和Z軸)
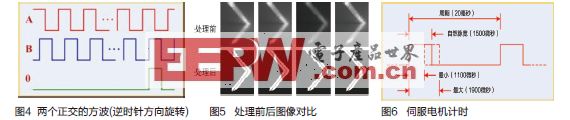
利用GPTA0和GPTA1中的LTC,生成脈寬調制信號。利用兩個HS-5645MG伺服電機來控制焊槍的水平(Y軸)和垂直(Z軸)移動。將根據先入先出緩沖區中保存的坐標值,計算出伺服電機需要移動的距離。
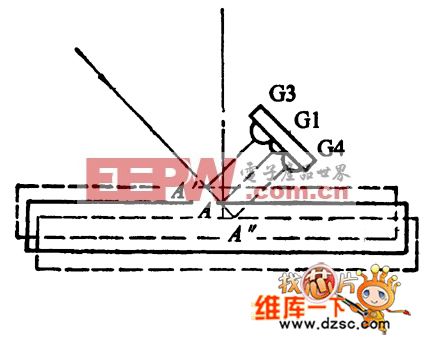
根據先入先出緩沖區中保存的y坐標值,調節伺服電機0(水平方向)。伺服電機0的步數范圍是-70~65(移動距離為63mm)。伺服電機的步長精度為136/63 = 0.46mm。負值表示朝靠近金屬板方向移動,正值表示朝遠離金屬板方向移動。
伺服電機1(垂直方向)的步數范圍是-85~59(移動距離為67.5mm)。伺服電機的步長精度為67.5/145 = 0.46mm。負值表示焊槍向下移動,正值表示焊槍向上移動。
通過將金屬板放置在已知距離上,并使焊槍移動至圖像處理計算得到的坐標值,用實驗方法得出映射值,然后計算出平均值。在當前的演示模型中,伺服電機1的步長相當于1.43像素。

霍爾傳感器相關文章:霍爾傳感器工作原理
霍爾傳感器相關文章:霍爾傳感器原理 脈寬調制相關文章:脈寬調制原理 攝像頭相關文章:攝像頭原理





評論