現場總線在軟水處理控制中的應用

3.2現場操作面板
現場操作面板監控軟件采用SIEMENSHMI組態軟件ProToolV5.2中文組態版設計而成。操作員面板是通過自身所帶的MPI/DP接口與PLC交換數據。監控軟件設計了“口令管理”、“系統監控”、“單機監控”、“系統設定”等畫面,另外還設計實時故障報警等功能。在這里,反洗、再生、正洗時間設定和產水量、進水壓力、PID參數設定全部得到實現,強制再生只需在輕輕一按即可自動判斷實現再生過程。
3.3PLC程序
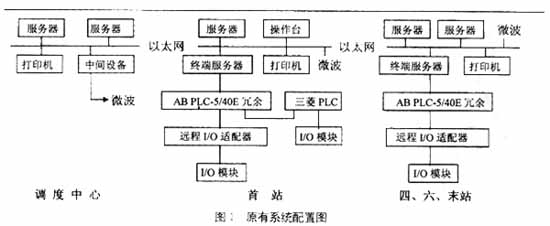
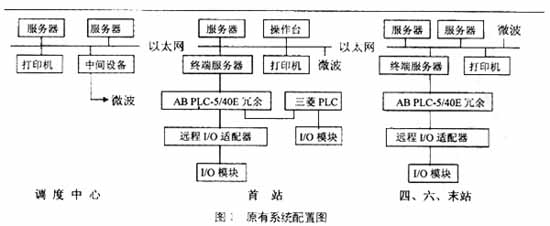
如圖2所示,軟水處理系統的設備控制都是通過PLC完成,PLC軟件實現現場操作員面板和上位機各種控制命令的響應和處理,進行變頻泵、多路閥、出水電磁閥、補水電磁閥的控制;同時采集它們的反饋信號,經PLC判斷和處理,將各閥的工作狀態、軟水處理器運行的各個階段、出水流量(已處理流量)、鹽水箱液位和進水壓力在現場操作面板和上位機上實時顯示,實現處理過程中故障的自動檢測與報警,使運行和操作人員能及時發現和處理問題,排放不合格水,減少鹽和水的浪費。系統還能夠自動儲存停電前的產水量的設定值和剩余水量,能在來電后自動投入運行;在進水壓力過低(或停水)時暫停工作,并記憶工作位置和處理流量,在進水壓力正常后自動繼續運行;可根據運行情況選擇單罐運行或組合并聯運行,并可實現各罐獨立操作,互不影響。
系統根據工藝需要設計了手動、自動和強制再生3種控制方式,操作員可根據現場情況靈活采用。
(1)手動控制
系統在手動控制方式下,操作員可在現場或中控室方便、靈活地控制每個閥門的開關,使多路閥運行到工作、反洗、再生和正洗的任何一個位置,同時可實時監視返回的狀態。
(2)自動控制
系統在自動控制方式下,根據模式設定(時間控制模式、流量控制模式)自動判斷進行系統的控制。在流量控制模式下,在操作員設定了產水量后,按運行按扭,PLC將根據設定的程序,向多路閥和各電磁閥發布指令,自動完成各個閥門的開關,從而按圖1的流程實現運行、反洗、再生、正洗等各個工作過程。這種模式下,系統采用渦輪流量計進行產水量的計量和處理流程的控制。
為了進一步增強系統的可靠性,根據在水壓基本恒定的情況下,時間與流量成線性關系,系統增設了時間控制模式,在流量計出現問題時采用,在該模式下,控制流程同流量控制模式,只需將流量信號用時間信號替代即可,這里不再贅述。
(3)強制再生
在軟水處理器運行過程中,在發現出水水質不合格而需要罐內樹脂重新再生時,可使用強制再生程序。在這種方式下,按下強制再生按扭后,系統將由工作自動轉為反洗,經過T1時間后轉入再生,再生T2時間后轉入正洗,正洗T3時間后回到工作位置,完成強制再生過程。
4.結論
系統投運以來,運行結果表明:該系統可靠性高、運行穩定,人機界面好,操作和維修簡單,各項性能指標均達到了預期要求,保障了軟水的穩質和穩定供給。系統遠程監控的實現,提高了工作效率,降低了人工勞動強度,有利于設備的運行和管理。

液位計相關文章:磁翻板液位計原理



評論