基于現場總線的連鑄機控制系統(tǒng)

3.系統(tǒng)組成及功能
3.1硬件配置
每臺連鑄機自動化系統(tǒng)硬件主要由9套RockwellAutomation公司的ControlLogix系列PLC、4臺操作站、1臺服務器以及遠程FlexI/O站組成,傳動系統(tǒng)中主生產線設備全部由矢量變頻器驅動,水泵使用軟啟動器,輔助傳動設備由MCC控制。儀表系統(tǒng)主要由鋼水快速及連續(xù)測溫系統(tǒng)、大包、中包稱重系統(tǒng)、結晶器液面監(jiān)測及調節(jié)系統(tǒng)、結晶器水、二冷水流量檢測及調節(jié)系統(tǒng)組成。
連鑄機公共系統(tǒng)采用一套帶擴展機架的PLC系統(tǒng),用于連鑄機本體臺上及出坯部分共用設備的檢測控制,PLC系統(tǒng)每鑄流一套,用于本鑄流系統(tǒng)的監(jiān)測、控制。操作站布置在主控室、切割操作室用于對連鑄機設備進行監(jiān)視、操作、處理報警信息以及必要的人為干預。服務器用于收集生產數據,并進行處理、保存、傳輸。
3.2系統(tǒng)功能
連鑄機自動化系統(tǒng)采用三電一體化設計,所有電控、儀控信號均接入PLC,安裝在現場的熱電阻、變送器、流量計及其它檢測儀表采集儀表數據,開關、限位等設備收集工藝生產過程數據和設備運行狀態(tài),所有數據匯入PLC系統(tǒng),再結合來自上位操作站的指令,按預先設定程序實現過程回路調節(jié),電氣設備順序控制和傳動設備控制。
3.2.1儀表系統(tǒng)
儀表檢測主要包括大、中包鋼水溫度快速及連續(xù)測量,大、中包鋼水重量測量,結晶器水壓力、流量、進出口溫差測量,二次冷卻水壓力、各段流量測量、調節(jié)。為了降低操作工人的勞動強度,提高鋼坯質量,連鑄機還采集結晶器鋼水液位,通過電動缸調節(jié)中包塞棒開度,使鋼水液位保持穩(wěn)定。
二次冷卻水配水系統(tǒng)具有手動和自動控制功能,內容包括水量分配、水表設定、跟蹤調節(jié)、配水修正量調節(jié)、水流量、壓力、溫度及閥位的顯示。PLC實現現場數據采集、跟蹤調節(jié),操作站完成水表的設定、水流量的顯示和數據記錄、數據打印和統(tǒng)計功能。
手動、自動控制:每流分四段配水,即足輥段、一段、二段、三段,每段設手動/自動轉換功能。手動方式時,工作人員通過操作站畫面上直接設定調節(jié)閥閥門開度來改變水量大小;自動方式下,系統(tǒng)將按預先選好的水表根據拉速的快慢自動調節(jié)水量,在澆鑄過程中,可根據鋼坯溫度隨時修正給水量。二冷水調節(jié)流程圖如圖2所示。
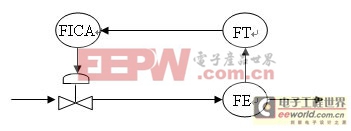
圖2二冷水調節(jié)流程圖
水表的選擇與修改:在操作站中預定數十套配水參數可供使用,參數的內容包括:編號、鋼種、斷面及各段的配水比,操作人員可隨時修改參數來改變配水。
3.2.2電器系統(tǒng)
電器設備的檢測和控制主要包括:大包回轉臺的旋轉、包臂升降、大包水口開閉,中間包車行走、對中、升降,結晶器振動、振頻調節(jié),拉矯機傳動,拉矯輥壓下,引錠桿上行、回收跟蹤、脫坯、存放,鑄坯定尺切割,以及切割前后輥道,輸送輥道,翻鋼機,鑄坯分離機,步進冷床的控制。液壓系統(tǒng)、油氣潤滑系統(tǒng),干油潤滑系統(tǒng)的檢測、控制也由PLC完成。
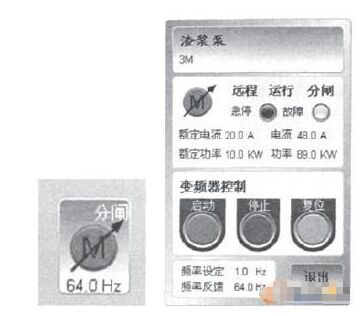
所有主生產線傳動設備全部采用了變頻器驅動,連鑄機從鋼包回轉臺直至橫向移鋼車等機械設備的傳動中共使用了一百多臺變頻器,功率范圍從0.75KW到45KW。所有變頻器通過其內置的通訊接口聯(lián)接RemoteI/O通訊適配器,直接掛在由九個RIO接口模塊組建的九個RemoteI/O網絡上,構成了基于RemoteI/O網絡的傳動系統(tǒng)。綜合考慮RemoteI/O網絡的連接距離和系統(tǒng)對實時性的要求,采用115.2Kbps的通訊速率。
RemoteI/O網工作在掃描器方式下,PLC處理器通過RIO接口模塊和遠程I/O適配器建立串行通訊鏈。變頻器的通訊接口為RemoteI/O網中的網絡設備提供直接、數字的通訊鏈路,系統(tǒng)通過組態(tài)PLC的I/O標簽,利用通訊接口建立輸入、輸出數據鏈。對PLC而言,每臺變頻器被看作是一個安裝有I/O模塊的遠程框架,只需要對這些模塊進行讀寫,就可以向與其相連的變頻器發(fā)送命令,控制設備的運行;又可從變頻器讀取各項數據,監(jiān)視設備的運行狀態(tài),并將數據實時傳送到PLC中。通過畫面就可以在主控室的操作站顯示器上,為操作人員提供了實時、詳細的信息,并可以直接操作設備,甚至在變頻器發(fā)出報警,出現故障時,可以及時復位變頻器來避免因處理不及時而導致事故發(fā)生。連鑄機的電氣系統(tǒng)實現了傳動設備的遠程網絡實時控制,使PLC對變頻器的驅動實現了網絡化數字式控制,以一條通訊電纜取代了大量的硬接線,與傳統(tǒng)的模擬量、開關量控制方法相比,不僅大大提高了系統(tǒng)的實時性、精確性和可靠性,而且安裝、調試、維護的成本也相應得到降低。
3.2.3操作站
HMI畫面軟件根據工藝要求,設有主畫面、鑄流概貌、出坯區(qū)概貌、拉矯機及引錠桿、結晶器液面、結晶器振動、大包/中包稱重、液壓系統(tǒng)、驅動裝置運行狀態(tài),PLC狀態(tài)等近20幅畫面。操作人員通過對HMI的監(jiān)控,可以實時觀察到設備的運行狀況,根據權限修改工藝參數,并及時處理報警事件,必要時可以人工干預設備運行。
3.2.4指揮調度系統(tǒng)
煉鋼是一個復雜的生產流程,連鑄坯的質量受到澆鑄條件、過程狀態(tài)的直接影響,即使采用了先進的工藝、設備和技術,但由于連鑄生產工藝特點影響,爐次交接、設備故障及操作不穩(wěn)定等都會不可避免地使生產過程出現波動、產生異常,從而使鑄坯質量受到不同程度的損害,對后道軋鋼工序和最終產品質量的影響不容忽視,給企業(yè)造成經濟和產品信譽的損失。連鑄機需要及時了解上道工序情況,轉爐、精煉系統(tǒng)也必須掌握連鑄機的澆鑄情況,為了便于直觀、迅速了解生產全過程狀況,連鑄機的自動化系統(tǒng)提供網絡借口,與轉爐、精煉、吹氬站等系統(tǒng)共同接入廠級管理網絡,為生產調度統(tǒng)一協(xié)調指揮提供數據。
4.應用效果
宣鋼煉鋼廠連鑄機自動化控制系統(tǒng)綜合集成了PLC控制技術、畫面監(jiān)控技術、網絡通訊技術以及變頻調速技術,三電一體化的設計適應了自動化的發(fā)展趨勢,實現了連鑄機基礎生產工藝過程的自動化控制,完成了連鑄生產現場設備的自動聯(lián)鎖控制,介質參數的檢測調節(jié),數據的通訊處理、故障報警診斷以及生產狀況的在線監(jiān)控等功能。經過三年多的運行驗證,系統(tǒng)控制功能先進、穩(wěn)定可靠,有效地提高了勞動生產率,減輕了工作人員的勞動強度,對順利投產、達產,增加生產效益以及維護安全生產都起到了積極的作用。




評論