數控機床多軸同步控制方法

1、機床多軸同步控制方案的比較
1.1 普通機床的同步控制
對于普通機床的雙軸電動機同步控制一般有以下解決方案。①由一套直流調速裝置驅動兩臺直流電動機,兩臺電動機的電樞串聯,勵磁線圈并聯。為了保持速度同步,兩電動機軸必須保持剛性連接。兩臺電動機中只有一臺電動機提供速度反饋信號,其控制示意圖見圖1。②由兩套交流變頻調速系統分別控制作為主從軸的兩臺交流變頻或伺服電動機,兩臺電動機各自提供自己的速度反饋信號。為了保持速度同步,兩電動機軸也須保持剛性連接,其控制示意圖見2。

圖1 直流調速系統的同步控制
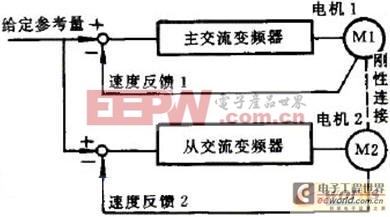
圖2 交流調速系統的同步控制
這兩種控制系統都屬于位置環開環系統,只能依靠軸的剛性連接保持電動機轉速或位置的同步,且結構簡單、可靠性較高,我們為用戶改造的B2063銑刨床X軸傳動即采用圖2所示的控制方法。這兩種控制系統對電動機所連接的運動部件的實際位置不做檢測,對于絲杠螺距、聯軸節間隙、絲杠扭轉、絲杠軸向變形等因素所產生的誤差無法補償,控制精度較差,因此不能應用于數控機床。
1.2 數控機床的同步控制
數控機床不同于普通機床的地方,在于數控系統具有很強的控制功能,能夠實現對位置、轉矩等不同參的控制。由于位置檢測裝置的引入,從而組成了位置速度雙閉環系統,實現了位置同步控制。數控機床的同步控制方法可以概括為:將同步電動機的給定位置參考量與兩電動機位置反饋差值的調整量做比較后,作為被同步電動機的位置參考量,從而完成位置同步控制,其控制示意圖見圖3。
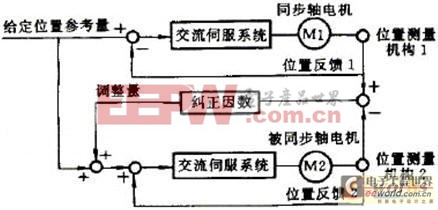
圖3 數控機床的同步控制
當前數控系統處理器大多采用68020、68040等32位處理器,現正向64位處理器過渡。正是由于CNC系統具有越來越強的計算能力,所以機床的同步控制將具有更佳的性能。當前國內大多數數控系統中都具有伺服軸同步功能。同步軸的測量機構,既可以是以光電編碼器為測量機構的半閉環系統、也可以是以光柵尺為測量機構的全閉環系統。




評論