PLC和變頻調速技術在自動成套焊接中心的應用

3.1 PLC系統
該系統主要完成橫臂伸縮和滾輪正、反向動作的控制,配合交流變頻器完成“段速/調速”的相關控制功能;若在“調速 ”狀態下,橫臂或滾輪可以實現無級調速,并且在焊接啟動后,自動啟動橫臂或滾輪的動作,在焊接過程中可根據焊接規范調節焊接速度;若需要段速焊接時,只要將開關切換到“段速”狀態,再在電氣控制柜面板上設定各種段速組合,在打開電源后,設定單元上顯示:該畫面為焊接時的正式畫面,“當前組合”可通過“+”,“-”鍵選擇,對每一種組合,對應兩個值:當前焊點的長度、焊點的間隔,二者均以時間為單位,以滿足不同的焊接速度;右上角的“設定”鍵,用于切換如下畫面:通過該畫面設定焊接所需要的焊縫種類,最大可設100種組合,設定完畢,可進行“長度設定”進入焊點參數設定畫面:在此畫面上設定各種數據,注意單位為0.1s,最后按動“顯示”畫面回到正常焊接顯示畫面。PLC系統簡圖見圖2所示。
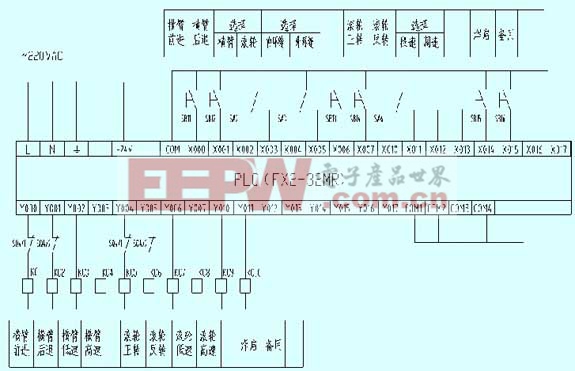
圖2 PLC系統簡圖
3.2 大臂變頻器參數設定
大臂變頻器參數設定如表3所示:
表3 大臂變頻器參數設定

注:設定值帶#號的參數為數據保護參數,需在其它參數設定完畢后設置。設定值帶*的參數要第一個設定。第17,18號參數現場設定,除上表所列參數外,其它參數與N2系列使用手冊所列出廠設定值一致。
3.3 數顯表顯示值[大臂]
數顯表顯示值[大臂]如表4所示。
表4 數顯表顯示值[大臂]

3.3.1 大臂數顯值的調節方法
調試時,旋動電控箱面板上的RP1多圈電位器旋鈕使變頻器輸出為50Hz,再調節電器箱內RP2多圈電位器,使面板旋動電控箱面板上的數顯值與上表所列數顯值一致。
3.3.2 滾輪數顯值的調節方法
調試時,旋動電控箱面板上的RP3至最大,然后調節電器箱內的RP4多圈電位器,使面板滾輪數顯表的顯示值為1000。滾輪的數顯范圍100-1000[mm]。
4、當前應用效果
該套自動成套焊接中心自02年投入運行以來,使用效果較好,和傳統焊接相比,優勢較明顯,具體表現在以下幾方面:
(1)生產效率大大提高
直接通過電控箱或遙控箱進行操作,減少現場人為干預,通過統計,生產效率比以前提高近5倍,同時大大減少了現場的操作人員的數量。
(2)系統可靠性大大提高
由于系統PLC、變頻器等均采用進口器件,并經過嚴格篩選,系統工作幾年來一直運行穩定,大大減少設備維護的費用。
(3)綠色設計和人性化設計得到充分體現
進入二十一世紀后,隨著生活水平的提高,人們的環保意識明顯增強,綠色設計技術作為一門新興課題正在各行各業快速應用。正是由于該系統充分利用綠色設計這一先進思想,使得系統投入運行后取得許多事前人們意想不到的效果。
(4)產品質量和合格率明顯提高
應生產工藝需要,通過系統設定好參數后,生產過程嚴格采用自動控制,避免了人為因素的干擾,從而大大地提高了產品的質量和合格率。
(5)工藝控制平穩、穩定
系統中采用變頻控制,并對系統參數實行最優計算,焊接誤差控制在±1%范圍內,并能平穩地工作。
(6)節能效果顯著
節能效果顯著,經核算,系統中電機功率為5.5kW,實際工作中,采用變頻調速功率只達到55~60%之間,平均每臺可節省功率2.0 kW,按300×24=7200h/年臺算,這樣該系統每年可節省7200×2.0×1=1.44萬元/年(按電費1元/ kW. H計算),同時還減少電機啟動對電網造成的沖擊。
5、結束語
通過現場多年的使用情況來看:其一,系統的可靠性好,解決了以前立焊的難題;其二,系統的焊接精度高,有效地保證產品的焊接質量;其三,大大提高工作效率,減輕工人的勞動強度,維護了工人的身心健康;其四,節能效果顯著;其五,環境污染程度低。總之,該系統自投產以來不但保證了產品的質量和產量,同時又克服了環境污染問題,為企業創造良好的經濟效益。











評論